Submit by: Machinist
Drawing/Image
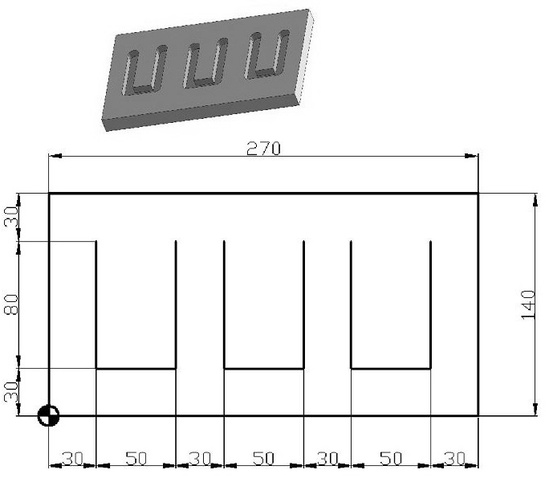
CNC Program
;Main Program O777 G91 G28 Z0 M06 T01 M03 S1200 G90 G54 G43 H1 G00 X30 Y110 Z2 M98 P030888 (call subprog O888 three times) G28 Z0 M30 ;Subprogram O888 G91 G01 Z-9 F200 Y-80 X50 Y80 G00 Z9 G00 X30 M99

Submit by: Machinist
;Main Program O777 G91 G28 Z0 M06 T01 M03 S1200 G90 G54 G43 H1 G00 X30 Y110 Z2 M98 P030888 (call subprog O888 three times) G28 Z0 M30 ;Subprogram O888 G91 G01 Z-9 F200 Y-80 X50 Y80 G00 Z9 G00 X30 M99