
CNC basic programming exmaple for cnc programmers/machinists who work on Mazak / Fanuc cnc controls. This cnc code example shows the use of G71 Longitudinal Roughing Cycle.
G71 Turning Cycle
For complete parameter explanation for G71 canned cycle read
CNC Fanuc G71 Turning Cycle or Stock Removal Canned Cycle
you might like G71 Rough Turning Cycle One-line Format.
Other such programming examples are here
CNC Programming Example with Fanuc G71 Rough Turning Cycle and G70
Fanuc G70 G71 Rough and Finish Turning Cycle Program Example
Programming Example
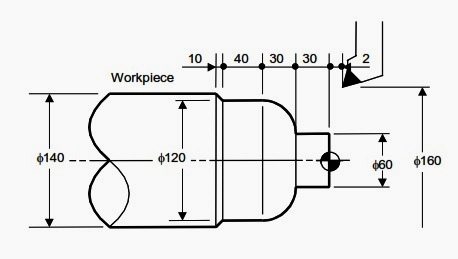
G71 Longitudinal Roughing Cycle Mazak
N001 G00 G96 G98; N002 G28 U0 W0; N003 X160. Z2.; N010 G71 U5. R1.; N011 G71 P012 Q016 U4. W2. F150 S150 M03; N012 G00 X60. S200; N013 G01 Z-30. F100; N014 G03 X120. Z-60. R30.; N015 G01 W-40.; N016 X140.W-10.; N017 G70 P012 Q016; N018 G28 U0 W0 M05; N019 M30;



















