
Fanuc lathe programming example which uses Fanuc canned cycle
This Fanuc lathe programming example illustrates who to use G71 Turning cycle, G70 Finish cycle, G74 Peck drilling cycle for ID machining (Inside machining, boring operations)
Fanuc Lathe Programming Example
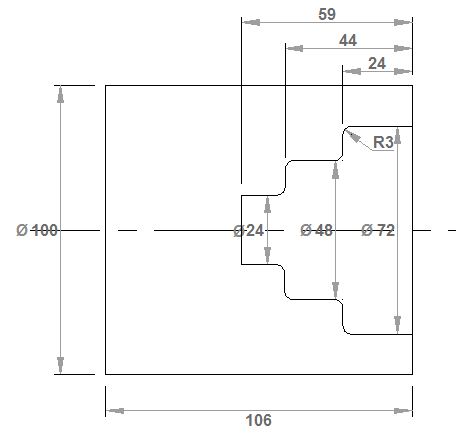
Fanuc Lathe Programming Example Using G71, G70 for ID Machining
N10 G40 G00 N20 G99 N30 M5 N40 M9 N60 T0101 N70 G50 S3500 N80 G96 S0240 M4 N90 G00 X102. Z0. N100 G01 X-2. F0.15 M7 N110 G00 X150. Z150. N120 M9 N130 T0707 N140 G97 S0950 M3 N150 G00 Z3. N160 G00 X0. N170 G74 R1.0 N171 G74 X0.0 Z-59.0 Q12000 R0.0 F0.2 N350 G00 X150. Z150. N360 T0505 N370 G50 S3500 N380 G96 S0200 M4 N390 G00 X23. Z2. N400 G71 U3. R1 N410 G71 P420 Q530 U-0.5 W0.2 F0.3 N420 G41 G00 X72. N440 G01 Z-21. N450 G03 X66. Z-24. I-3. K0. N460 G01 X54. N470 G02 X48. Z-27. I0. K-3. N480 G01 Z-41. N490 G03 X42. Z-44. I-3. K0. N500 G01 X30. N510 G02 X24. Z-47. I0. K-3. N520 G01 Z-59. N530 G01 X23. N540 G40 N550 G00 X150. Z150. F0.3 N560 T1111 N570 G50 S4500 N580 G96 S0380 M4 N590 G41 G00 X72. Z2. N600 G70 P420 Q530 N610 G40 N620 G00 X23. Z2. N630 G00 X200. Z150. N640 M5 N650 M30
Tools & Oprations
T0101 Turning Tool – Facing Operation
T0707 Tip Drill Tool – Drilling
T0505 Boring Bar – Internal machining (ID machining)
T1111 Boring Bar – Internal finish machining



















