CNC milling program to describe how two or more radii can be joint together in a cnc mill program.
CNC Mill Subprogram Example
CNC Part Program
N10 T1 H1 M6 G43 M3 N20 F150 S250 N30 G0 X-21 Y50 Z0.5 N40 G0 Z0 N50 M98 P040050 N60 G49 N70 G0 Z50 N80 M30
Subprogram
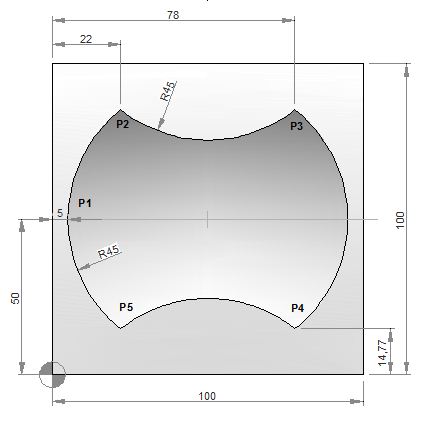
O0050 N10 F160 S400 N20 G0 Z-2.5 G91 N30 G1 G90 X5 Y50 G41 (P1) N40 G2 X22 Y85.23 I45 J0 (P2) N50 G3 X78 Y85.23 R45 (P3) N60 G2 X78 Y14.77 R45 (P4) N70 G3 X22 Y14.77 R45 (P5) N80 G2 X5 Y50 R45 (P1) N90 G0 G40 X-21 N100 M99
G M S T Codes Explanation
| Code | Description |
|---|---|
| G00 | Rapid traverse |
| G01 | Linear interpolation |
| G02 | Circular interpolation CW |
| G03 | Circular interpolation CCW |
| G40 | Cutter compensation cancel |
| G41 | Tool nose radius compensation left |
| G43 | Tool length compensation + direction |
| G49 | Tool length compensation cancel |
| G90 | Absolute command |
| G91 | Increment command |
| M03 | Spindle start forward CW |
| M06 | Tool change |
| M30 | End of program (Reset) |
| M98 | Subprogram call |
| M99 | End of subprogram |
| T | Tool |
| S | Speed |
| F | Feed |