
CNC program example code to show how Fanuc G68 Coordinate rotation g-code can be used in a subprogram to take most benefit from it’s functionality.
G68 Coordinate Rotation Example
Main-program
N5 G54 N10 G43 T10 H10 M6 N15 S2000 M3 F300 M98 P030100 ; Subprogram call N25 G0 Z50 N30 M30
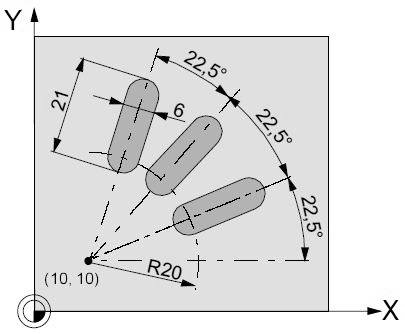
Subprogram
O0100 N10 G91 G68 X10 Y10 R22.5 N15 G90 X30 Y10 Z5 N20 G1 Z-2 N25 X45 N30 G0 Z5 N35 M17
















