I never used G17 G18 G19, even I don’t know how these Plane Selection G-codes work, But still I am working fine on my cnc mill and cnc lathe machines why?
Short answer is cnc machinists are not required to program Plane selection G-codes G17 G18 G19.
Because when you turn-on CNC machines some G-codes get active automatically (sometimes are called Default G-codes).
So on CNC Mills G17 X Y plane is active when you turn-on the machine.
Same way CNC Lathe has G18 Z X plane active by default.
When to Worry About Plane Selection?
Mostly cnc mill programmers and machinists have not to fiddle with Plane Selection G-codes,
As on cnc lathe almost all the work in done with two axis X and Z so there is very very little possibility to change the Plane from G18 ZX plane to any other plane.
Plane selection comes into action when a cnc machinists want to execute Circular-Interpolation on its cnc machine.
As cnc mill use X Y axis for contours and Z axis is used for infeed.
So when you do some kind of Circular Interpolation normally those are done in XY axis, as circular interpolation start-point and end-point both are given in XY axis, and cnc machine makes the proper arc and circles you required.
But sometimes cnc machinists have to deal with some kind of awkward situations when normal cnc machining practices doesn’t work.
You want to cut an arc but this time this time not an arc which is laid out on cnc mill bed, but now you want to cut a 2D dome on cnc mill bed.
You have two ways to complete this machining,
1- open you component and now tie it on the bed in a way so you can cut the arc the normal way, using XY axis.
2- Just change the Plane from G17 XY Plane to other plane.
The other Plane selection depends on the Arc-direction to cut.
The following figure explains a lot,
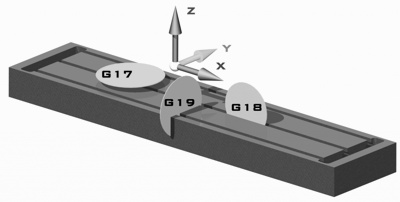
G17 G18 G19 – Plane Selection Overview
So if you want to cut a Circular-Interpolation using
X Y axis then use G17 Plane.
X Z axis then use G18 Plane.
Y Z axis then use G19 Plane.