
Contents
G86 Boring Cycle
Fanuc G86 Boring Cycle is used to bore the hole(s).
The tool travels to the bottom of the hole with feed and then retracts back out of the hole at rapid feedrate.
G86 Boring Cycle Format
G86 X Y Z R F K
Parameters
X Y – Hole position data.
Z – Boring depth (Absolute).
R – Tool starting position above the hole.
F – Cutting feed rate.
K – Number of repeats (if required).
G86 Boring Cycle
G86 Boring Cycle Operation
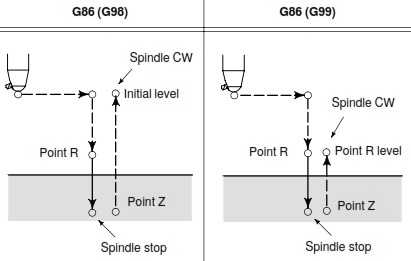
1 – After positioning along the X– and Y–axes, rapid traverse is performed to point R.
2 – Drilling is performed from point R to point Z.
3 – When the spindle is stopped at the bottom of the hole, the tool is retracted in rapid traverse.
Tool Return Position
Return plane is dependant on G98, G99 G-codes.
If G98 is specified with G86 boring cycle the tool returns to Initial-level.
If G99 is specified then tool will return to R level.
G86 Boring Cycle Program Example
M3 S2000 G90 G99 G86 X300. Y–250. Z–150. R–100. F120. Y–550. Y–750. X1000. Y–550. G98 Y–750. G80 G28 G91 X0 Y0 Z0 M5