
Contents
Fanuc G90 Turning Cycle
Fanuc G90 turning cycle is used for simple turning however multiple passes are possible by specifying the X-axis location of additional passes.
Called with many names like – Fanuc G90 Outer Diameter/Internal Diameter Cutting Cycle or G90 Straight cutting cycle
Programming Format
G90 X... Z...
OR
G90 U... W...X – Diameter to be cut.
Z – End point in z-axis.
U – x-axis incremental distance to target.
W – z-axis incremental distance to target.
G90 Tutorials
G90 Turning Cycle
G90 Taper Turning
G90 Examples
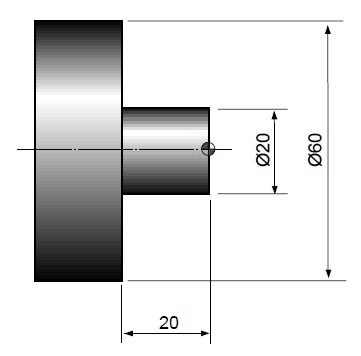
G90 Turning Cycle Example
N10 G50 S2000 G96 S180 M03 T0100 G00 X65.0 Z3.0 T0101 G90 X55.0 Z-20.0 F0.25 X50.0 X45.0 X40.0 X35.0 X30.0 X25.0 X20.5 X20.0 G00 X200.0 Z200.0 T0100 M30
Example 2
Same program with Added Facing & 60dia Turning
N10 G50 S2000 G96 S180 M03 T0100 G00 X65.0 Z0 T0101 G01 X-1.6 F0.2 G00 X60.0 Z1.0 G01 Z-40.0 F0.25 G00 U1.0 Z1.0 G90 X55.0 Z-20.0 F0.25 X50.0 X45.0 X40.0 X35.0 X30.0 X25.0 X20.5 X20.0 G00 X200.0 Z200.0 T0100 M30