
Contents
Haas Corner Rounding and Chamfering
Haas CNC program example to show how Chamfer and Corner Radius can be programmed.
Haas Chamfering
To program Chamfer
N10 G01 X20 Y30 ,C3
Haas Corner Rounding
To program Radius
N10 G01 X20 Y30 ,R3
Haas Corner Rounding and Chamfering Example
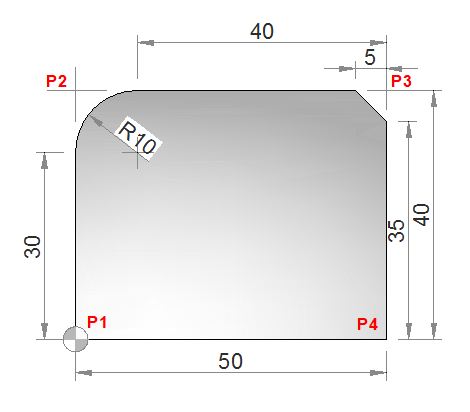
Haas CNC Program
O1234 (Corner Rounding and Chamfering Example); T1 M6; G00 G90 G54 X0. Y0. S3000 M3; (P1) G43 H01 Z0.1 M08; G01 Z-0.5 F20.; Y40. ,R10.; (P2) X50. ,C5.; (P3) Y0.; (P4) G00 Z0.1 M09; G53 G49 Z0.; G53 Y0.; M30;
Haas G M S T Codes
| Code | Description |
|---|---|
| G00 | Rapid Motion |
| G01 | Linear Interpolation Motion |
| G43 | Tool Length Compensation + |
| G49 | G43/G44 Cancel |
| G53 | Non-Modal Machine Coordinate Selection |
| G54 | Select Work Coordinate System l |
| G90 | Incremental Programming |
| M3 | Spindle On, Clockwise (S) |
| M6 | Tool Change (T) |
| M08 | Coolant On |
| M09 | Coolant Off |
| M30 | Program End and Reset |
| S | Spindle speed |
| T | Tool |