Submit by: cnc programmer
Drawing/Image
CNC Program
O1234; T0101; M03 S1200; G00 X50 Z8; G94 X0 Z5 F0.1; Z3; Z1; G00 X100 Z100; M05; M30;
Submit by: cnc programmer
O1234; T0101; M03 S1200; G00 X50 Z8; G94 X0 Z5 F0.1; Z3; Z1; G00 X100 Z100; M05; M30;

O1233 T0101 M03 S1200 G00 X42 Z1 G90 X38 Z-31 F0.1 X34 X30 X26 X24 G00 X100 Z100 M30

To determine U= (Max. Dia of wp- min dia of profile)/2 = (35-25)/2 = 5 N0 G90 F0.2 S1200 T0101 M04 N10 G00 X38 Z2 N30 G73 U5 R10 N40…

Fanuc programming example which shows the use of multiple fanuc canned cycle in cnc programming, Following canned cycle are used in this cnc lathe programming example G71 Rough Turning Cycle…

N0 G90 F0.5 S1200 T0101 M03 N10 G00 X35 Z2 N30 G71 U0.5 R1 N35 G71 P36 Q90 U0.05 W0.05 N36 G01 X20 Z0 N50 G01 X20 Z-15 N60 G02…

G54 G53 G0 X610 Z350 T1 D1 G96 S250 M4 ; roughing tool G0 X65 Z0 G1 F0.18 X-1.6 G0 X65 Z5 CYCLE95(“CONT2”,1,0.02,0.05,0,0.3,0.1,0.12,10,0,0,0) G0 X200 Z100 M30 Contour subprogram: CONT2…

Main Program: N0 G90 F0.2 S1200 T0101 M04 N10 G00 X42 Z2 N30 M98 P12000 (call subprog O2000 once) N130 G28 U0 W0 N140 M05 M30 Subprogram: O2000; N30 G73…

Here is another cnc lathe program example. This cnc programming example shows the use of Fanuc cnc control G-code for turning canned cycle Fanuc G71 Roughing Cycle. This cnc program…

Here is a cnc programming example, I already have posted multiple cnc programming examples. This cnc programming example shows the usage of fanuc G73 pattern repeating cycle. You might read…

N0 G90 F0.5 S1200 T0101 M03 N10 G00 X30 Z2 N11 G71 U0.5 R0.5 N12 G71 P30 Q80 U0.05 W0.05 N30 G01 X20 Z0 N40 G01 X20 Z-20 N50 G01…

CNC programming exercise for cnc lathe machinists who work on Fanuc cnc control (or similar cnc control). This cnc programming exercise use Fanuc G71 Turning Cycle Fanuc G74 Peck Drilling…

N5 G90 F0.2 S1200 T0101 M04 N10 G00 X30 Z2 N15 G00 Z0 N20 G01 X0 (Facing operation) N21 G00 X30 Z2 N30 G73 U7 R14 (Pattern Repeating Canned Cycle)…

N05 G94 M06 T0101 N10 G00 X0 Z0 M04 S360 N15 G01 X30 F30 N20 G03 X50 Z-10 R10 N25 G01 Z-40 N30 G02 X70 Z-50 R10 N35 G01 Z-100…

N0 G90 F0.2 S1200 T0101 M04 N10 G00 X42 Z2 N21 G71 U1 R0.5 N22 G71 P50 Q90 U0.05 W0.05 N50 G03 X20 Z-10 R10 N60 G01 X24 Z-20 N70…

Main Program: N5 G90 F0.2 S1200 T0101 M04 N10 G00 X40 Z0 N20 M98 P37000 (call subprog O7000 three times) N30 G01 W-30 N40 G28 U0 W0 N50 M05 M30…

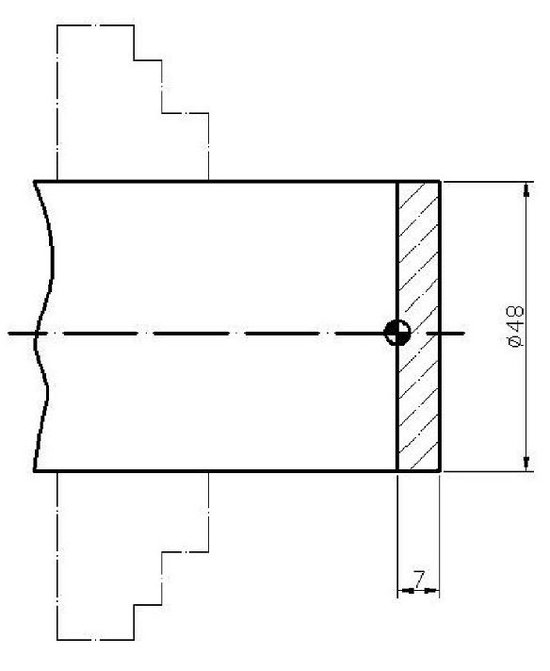
ContentsFanuc G94 One Pass Facing CycleCNC Program Code using Fanuc G94 Facing CycleExplanation of CNC Program Code using Fanuc G94 Facing Cycle Fanuc G94 One Pass Facing Cycle Fanuc G94…

G90 G20 G18 G55; T0400 M06; S2000 M03; G00 Z0.0; X1.200; G01 X1.150 F3; G71 U0.020 R0.010; G71 P2 Q3 ; N2 G01 X1.025; Z-2.420; N3 X1.150; G28 X0.0; G28…

ContentsG74 Peck Drilling CycleFace Grooving with G74 Peck Drilling Cycle G74 Peck Drilling Cycle G74 peck drilling cycle be used in variety of ways, from peck drilling to face grooving….

G90 G21 G18 G55; T0400 M06; S2000 M03; G00 Z0.0; X31.0; G01 X30 F60; G72 W0.5 R0.2; G72 P2 Q3 ; N2 G01 Z-40.69; G03 X 23.92 Z-37.69 R3; G02…

A full CNC programming example with ID/OD (Turning/Boring operations) for cnc machinists who work on a cnc lathe machine. A must to learn/practice for those who are learning cnc programming….

Complete CNC program example for CNC machinists / programmers who work on CNC lathe machines with NCT cnc controls. In this program example G71 Turning Cycle is used for stock…