
Okuma G73 High Speed Deep Hole Drilling Cycle
G73 High Speed Deep Hole Drilling Cycle
Programming
G73 X__Y__Z__R__P__Q__F__
Parameters
| Parameter | Description |
|---|---|
| X,Y | Coordinate values of hole position |
| Z | Hole bottom level In G90 mode:
In G91 mode:
|
| R | Point R level |
| P | Dwell time at hole bottom |
| Q | Pecking amount (positive, incremental value) |
| F | Feedrate |
Machining Sequence
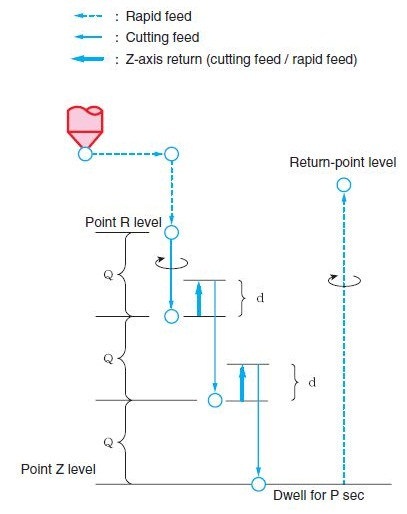
(1) Positioning along the X- and Y-axis at a rapid feedrate
(2) Positioning to the point R level at a rapid feedrate
(3) Drilling by the pecking amount specified by Q at a cutting feedrate and with the spindle rotating in the forward direction
(4) Cutting tool retraction by “d”.
- Set the retraction amount “d” at retraction in G73 cycle (high-speed deep hole) OR G83 CYCLE (DEEP HOLE) WITH I, J COMMAND of the NC optional parameter (fixed cycle).
(5) Drilling to the point R level by repeating steps (3) and (4)
(6) Dwelling at the point Z level for P seconds
(7) Returning to the return-point level at a rapid feedrate