
Okuma G74 Reverse Tapping Cycle
G74 Reverse Tapping Cycle
Programming
G74 X__Y__Z__R__P__Q__F__
Parameters
| Parameter | Description |
|---|---|
| X,Y | Coordinate values of hole position |
| Z | Hole bottom level In G90 mode: Position in the selected coordinate system In G91 mode: Distance from the point R level |
| R | Point R level |
| P | Dwell time at hole bottom |
| Q | Dwell time at point R level |
| F | Feedrate |
Machining Sequence
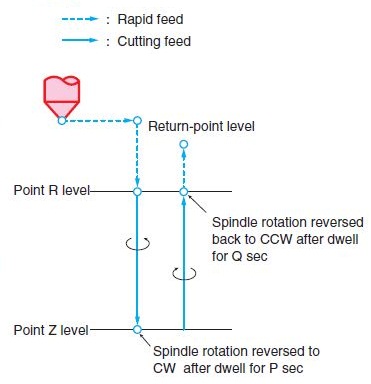
(1) Positioning along the X- and Y-axis at a rapid feedrate
(2) Positioning to the point R level at a rapid feedrate
(3) Tapping to the point Z level at the specified cutting feedrate with the spindle rotating in the CCW direction.
(4) Dwelling at the point Z level for P seconds, then reversal of the spindle rotating direction to the CW direction.
(5) Returning to the point R level at a cutting feedrate
(6) Dwelling at the point R level for Q seconds, then reversal of the spindle rotating direction back to the CCW direction.
(7) Returning to the return-point level at a rapid feedrate.
Details
- Dwell is not executed if a P and/or Q value is not specified. The units of P and Q values are the same as used for the G04 mode dwell command.
- A feed override is disregarded during reverse tapping operation.
- If the SLIDE HOLD button is pressed during the return from the point Z level to the point R level, the cycle stops after the point R level is reached.
- If positioning to the next tapping point is executed at the point R level after the start of the spindle counterclockwise rotation but before the tapping tool is completely disengaged from the workpiece, enter a dwell at this level by specifying Q.
- Both the cutting feedrate override and the spindle speed override value are fixed at 100%. A rapid feed override can be set.