
Selca G82 Deep mixed drilling cycle
Contents
Programming
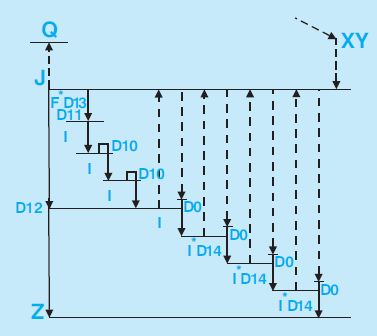
G82 [X... Y...] Z... I... J... [Q...] [K...] [F...] [D0=...] [D7=1] [D8=...] [D9=1] [D10=...] [D11=...] [D12=...] [D13=...] [D14=...]
Parameters
| Parameter | Description |
|---|---|
| X,Y | hole coordinates. |
| Z | hole bottom plane. |
| I | depth increment prior to dwell for chip breakage. |
| J | hole starting plane. |
| Q | Z axis clearance plane. |
| K | dwell time for chip breakage (in tenths of a second, in alternative to D10). |
| F | feed rate. |
| D0= | when descending after a chip discharge, tool rapid move changes to the programmed feed rate at a distance of D0 mm from previous depth. |
| D7=1 | tool retracts to the Q plane for chip discharge. |
| D8= | scaling factor for rapid positioning feed (value include between 0 and 1;D8=1 by default). (Only for S4000 CNCs). |
| D9=1 | never mind where the machine is, the cycle is execute in XY position, without to programming XY. (D9=0 by default). |
| D10= | rapid detachment value after each performed increase (default D10=0; in alternative to K). |
| D11= | increasing value of the lead-in at feed F*D13 (default D11=0). |
| D12= | increasing value of the section to cover at constant increase I and detachment D10 from the reached position. Once reached D12, in the last section, till the position Z is reached, the increment is executed in depth with a scaling factor (D14), before a rapid return for chip discharge at J or Q. |
| D13= | multiplying factor of F for the section defined by D11 (default D13=0.7). |
| D14= | scaling percentage of the increases for the section between D12 and Z (default D14=10). |
Enabled: until a new fixed cycle or a G80 is programmed.