
Selca G84 Tapping fixed cycle
Contents
Programming
G84 [X... Y...] Z... J... F... [I...] [Q...] [K...] [D8...] [D9=1]
Parameters
| Parameter | Description |
|---|---|
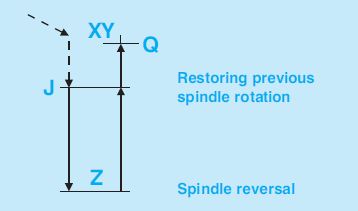
| X,Y | hole coordinates. |
| Z | hole bottom plane. |
| J | hole starting plane. |
| F | thread lead in thousands of a mm. |
| I | defines a dwell time at the bottom of the hole (in tenths of a second) before the spindle inversion command for a DC spindle motor without transducer. |
| Q | clearance plane for tool retraction at feed rate with spindle in reverse rotation. |
| K | dwell time at the bottom of the hole (in tenths of a second) for AC spindle motors, or stretching of the compensation at the bottom of the hole (in microns) for DC spindle motors. Not to be programmed in case of DC spindle motors equipped with transducer (rigid tapping). |
| D8 | multiplication coefficient of the tapping rise speed with spindle and transducer (default D8=1). |
| D9=1 | never mind where the machine is, the cycle is execute in XY position, without to programming XY (D9=0 by default). |
Enabled: until a new fixed cycle or a G80 is programmed.