
Selca G88 Spaced plane drilling fixed cycle
Contents
Programming
G88 [X... Y...] Z... J... [K...] [F...] [D8=...]
Parameters
| Parameter | Description |
|---|---|
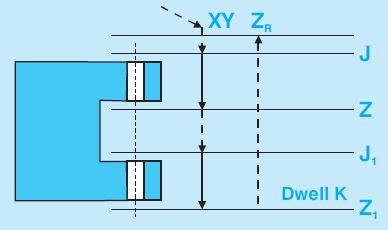
| X,Y | hole coordinates. |
| Z | first wall depth. |
| J | drilling starting plane (end of Z-axis rapid move). |
| K | dwell time at the bottom of the hole (in tenths of a second). |
| F | feed rate. |
| D8= | scaling factor for rapid positioning feed (value include between 0 and 1;D8=1 by default). (Only for S4000 CNCs). |
Note: subsequent blocks can only contain pairs of Z, J coordinates, until a G80 with tool rapid retraction is programmed. A new fixed cycle or X, Y coordinates cannot be programmed before a G80.
Enabled: until a G80 is programmed.